


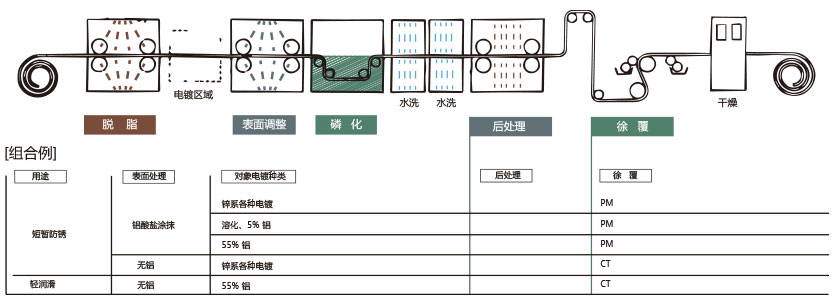
钢板用机能处理
|
机能 |
工程 |
品名 |
标准处理条件 |
特点 |
||||
|
皮膜重量(mg/㎡) |
PMT(℃) |
方法 |
温度(℃) |
时间(分) |
||||
|
电镀前清洗 |
脱脂 |
AD-E5654 |
—— |
—— |
喷淋/浸泡/电解 |
45~65 |
1~10 |
氢氧化钠用脱脂添加剂(液体) |
|
短暂防锈 |
后处理 |
ZM-3360H |
Cr10~30 |
60~80 |
滚涂 |
常温~50 |
1~5 |
溶化锌电镀用短暂防锈铬酸盐 |
|
后处理 |
ZM-3391 |
Cr10~30 |
60~80 |
滚涂 |
常温~50 |
1~5 |
溶化锌电镀用短暂防锈铬酸盐 |
|
|
涂覆 |
PM-283 |
Cr10~30 |
60~80 |
滚涂 |
常温 |
—— |
55%铝锌电镀用短暂防锈铬酸盐 |
|
|
涂覆 |
CT-E300 |
0.3~1.2g/㎡ |
60~120 |
滚涂 |
常温 |
—— |
短暂防锈无铬 |
|
|
轻润滑 |
涂覆 |
CT-E360 |
1.5~2g/㎡ |
60~120 |
滚涂 |
常温 |
—— |
55%铝锌电镀无铬 |
|
机能 |
工程 |
品名 |
标准处理条件 |
特点 |
||||
|
皮膜重量(mg/㎡) |
PMT(℃) |
方法 |
温度(℃) |
时间(分) |
||||
|
一时防锈 |
后处理 |
LN-E5100 |
400~500 |
地热 |
浸泡 |
60 |
30~40秒 |
沟槽电镀用无铬 |
|
涂覆 |
LN-E5100 |
2~3g/㎡ |
90~100 |
流涂 |
常温 |
—— |
电镀锌管用无铬 |
|